鑄模師傅對(duì)鋼錠模的自述-泊頭市勇銳量具有限公司

服務(wù)咨詢(xún)熱線(xiàn):
15716853718
熱門(mén)點(diǎn)擊:
鑄鐵平板平臺(tái)|T型槽地軌平臺(tái)|基礎(chǔ)槽鐵|大理石平板|大理石方箱|三維柔性焊接平臺(tái)|機(jī)床床身鑄件|梅花鋼錠模|方鋼錠模|
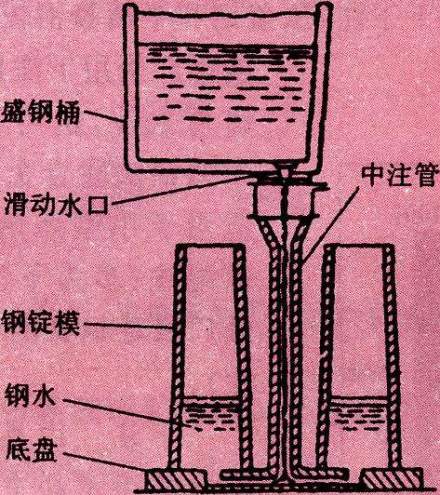
鑄模師傅對(duì)鋼錠模的自述
鋼錠模英文叫steel ingot,它的制作過(guò)程很考驗(yàn)鑄造師傅的技藝和手法
,來(lái)自一位從事多年的鑄造師傅為您講講它是怎么鑄造的
。首先鋼水經(jīng)盛鋼包注入鑄模凝固形成鋼錠
春药刺激国产老富婆露脸|
国产精品ssss在线观看极品|
亚洲制服丝袜精品久久|
亚洲AV男人的天堂网址在线观看|
国产激情视频一区|
免费h视频在线观看一区二区三区|
国产女明星A级在线|
亚洲成A∨人片在线观看|
99re热这里只有精品69re|
插女人逼逼芭樂视频|
午夜孕妇福利视频|
自拍偷拍视频颜射|
午夜欧美理论2019理论|
日本一道无卡不码高清|
女同学下面粉粉嫩嫩的|
亚洲老伊人|
嫒呦碧在线观看|
被窝手机福利在线|
在线免费男女激情动态图|
亚洲性线免费观看视频|
亚洲日本VA中文字幕亚洲|
国产一区二区自拍|
99re热这里只有精品视频|
尤物青草精品|
美FREESEX黑人又粗又大|
少妇影院yyyy111111|
777在线免费视频|
国产AV变态瑜伽老师|
尤物在线视频国产区M|
亚洲第一欧美国产的日产|
青草青草久热精品视频观看|
成年视频XXXXX在线app|
尤物在线视频网|
1024国产在线精品|
高潮又爽又黄无遮挡十八有限公司|
8x永久免费视频在线网|
精品久久久久久久久午夜福利|
免费AV好爽|
大香伊蕉在人线国产手机看片|
波多野结衣浴尿解禁在线|
亚洲 欧洲 国产 日产 综合|
小泽玛利亚久久一区二区三区|
在亚洲中文字幕在线不卡|
亚洲网站18|
亚洲日韩白丝|
西西大胆午夜在线视频|
九月色综合网|
欧美巨大XXXX做受|
18成禁人看免费无遮挡床震|
欧美日韩精品一区二区在线视频|
巨臀中字幕一区二区|
亚洲色欧美色2019在线|
国产JK制服丝袜午夜视频免费|
高潮AV网|
激情在线91|
日日拍夜夜嗷嗷叫|日日摸|
综合日韩精品|
mm1314午夜福利|
亚洲国产美国国产综合一区|
国产 成 人 小说 视频|
欧美aⅴ在线观看|
少妇高潮a一级日本|
亚洲精品自在在线观看|
国内少妇BBWBBw黑森林|
夫目前犯若妻波多野结衣在线播放|
老湿机免费一分钟体检60秒区
|
成年片天天看免费高清视频|
大胆顶级欧美A级视频|
亚洲呦视频|
中文字幕国产亚洲超|
欧美乱妇高清无乱码免费|
韩国三级在线观看久|
男女猛烈拍拍拍无挡视频免费|
亚洲福利视频了|
国产精品白浆在线播放|
女上男下边做边叫视频免费|
日韩欧美亚洲综合久久影院|
国产一区二区三区不卡在线看高清完整视频
|
h免费观看高清网站视频97|
动漫区图片区亚洲区自拍区|
俺去鲁婷婷六月色综合享|
免费萌白酱国产一区二区动漫|
免费大波美女做受视频|
亚洲天堂有码|
2020国产精品香蕉在线观看|
AV网址手机在线观看|
朝鲜熟女大白屁股ass|
三级网站久久|
免费国产自线拍一欧美视频
|
高清男人的天堂网址大全|
成人免费一区二区播放|
亚洲色成人中文字幕网站|
欧美精品专区高清在线爱美|
日本爽快片十八禁在线播放|
久久久精品波多野结衣|
亚洲WWW午色夜在线|
第一福利 中文字幕|
2021精品一区网站入口色多多|
亚洲持黄刺激大片|
国产美女手淫高潮在线观看
|
xxxx国产激情视频|
国产无遮挡又黄又爽不要VIP的网站|
波多野结衣连续高潮不断|
粉嫩国产白浆在线|
欧美乱码伦视频免费|
亚洲精品尤物在线|
午夜免费福利电影院|
图片区乱小说区电影区|
苍井空张开腿实干12次|
2021精品国产自在现线看|
亚洲色大成网站WWW77久久久|
亚洲国产线看观看|
日韩女优电影在线中文字幕|
韩国福利二区|
亚洲欧美日韩综合网|
你懂得在线播放|
一本本道久久99|
国产欧美丝袜不卡在线|
男人把j桶女人屁里免费视频|
下载哪些视频可以看视频吃胸的视频
|
粉嫩美女国产在线|
又黄又爽的网站视频免费|
婷婷开心色四房播播久久一本人|
在线观看激情小视频免费|
男人猛进出女人下面视频|
久久久综合九色合综|
日本黄污视频|
尤物在线91|
精品999视频|
男人深夜噜噜噜网站|
2021AV手机在线观看网址
|
超激烈高潮在线观看|
538精品视频国产|
粉嫩虎白女流水照片|
国产日产高清欧美一区|
日本免费A级毛一片一时看片|
亚洲精品综合香蕉久久网|
在线精品亚洲第一站|
6080午夜|
艳丽的饱满乳妇正在播放|
性色a|
国产第|页日本草草影院一|
亚洲∨a久久久噜噜噜久久|
2021免费国内精品在拍自线|
国产校花视频在线观看|
最新系列国产专区亚洲国产|
a级视频在线观看网站|
啊 叫大点声 欠cao的sao货
|
真人批批视频120分钟|
一区污网站在线观看|
韩国激情电影久久久|
张柏芝久久精品网站|
亚洲 中文 字幕视频天堂|
iGAo视频网站在线观看|
亚洲男女激情免费视频|
久久精品国产亚洲一区二区|
国产精品第22页|
26uuuu亚洲日韩|
亚洲三级免费电影|
白丝美女高潮流白浆|
久久精品美女观看|
久久国产对白五月婷婷|
日韩午夜伦伦午夜伦老司机|
黑人巨茎大战白人美女视频|
色偷拍 自怕 亚洲 10p|
亚洲呦女视频|
天天爽夜夜太爽视频精品|
亚洲AV日韩AV天堂影片苍井空|
婷婷尤物在线|
国产在线aⅴ精品人妖|
精品福利私拍|
yy111111111少妇影院波多|
亚洲一区二区三区 公司|
西西人体44rt高清大胆亚洲|
高h丝袜视频|
俺来也俺去啦久久综合网|
丝袜视频网站在线|
亚洲AV中文久久精品软件下载|
国产三区一区|
丁香五月激情中文麻豆|
免费v片所有免费网站|
免费看美女自喷网站|
国产精品xvideos|
日韩有码在线三区|
caoporn视频在线观看|
高潮gif欧美一区|
一本一道波多野结衣一区二区
|
亚洲露露在线观看|
jijzzizz老师出水喷水喷出|
国产Av白丝|
性荡视频播放在线视频播放|
熟女俱乐部 无套中出|
a在线视频播放免费视频完整版|
91尤物最新在线|
97伊人一区在线视频|
尤物yw午夜国产精品大臿蕉|
中国XXXXX片|
女同性午夜福利|
波多野一区在线观看|
亚洲女优在线观看免费网站|
yw193尤物在线网站|
夜夜香夜夜摸夜夜添野外|
国产精品黄福利网站|
国内精品久久久久电影院|
呦女亚洲网|
迪丽热巴在线喷水|
尤物冒白浆能喷水|
美女AV网址|
欧美性爱黑人一级免费在线观看|
国产美女高潮流白浆视频网站|
丝袜一区二区|
俄罗斯少妇性xxxx|
风流少妇按摩到高潮|
啊好爽快点好粗好爽国产视频|
丝袜国产福利|
日韩在线不卡一区二区Av|
久久精品国产亚洲AⅤ|
亚洲国产二区三区在线|
久久五月综合色|
亚洲天堂国产精品|
手机能看的AV在线网站|
中文香港伦理片一本在线观看免费播放
|
另类 亚洲 图片 激情 欧美|
少妇熟女视频一区二区|
国产欧美日本亚洲精品一5区|
电视剧在线观看|
国内xxxx免费在线|
Chinese国产麻豆videoXXXX实拍|
亚洲色大成网站www91|
男人疯狂桶爽女人的视频|
国产巨作最新丝袜秘书在线|
青青草原网站91|
日本免费不卡二区專業知識|
久久国内精品自在自线图片|
欧美视频无砖专区一中文字目
|
一区二区三区免费电影|
日本女人高潮视频|
成年男女免费视频网站不卡|
亚洲中文字幕一二三四区小说|
国精品在亚洲|
国产校花在线播放|
不,不要啊啊好爽,好紧视频在线|
综合图区 第1页动漫图片|
97视频在线资源免费|
女被啪到深处喷水视频网站|
老司机免费福利午夜入口|
欧美激情XXXXXXⅩ|
性多多欧美在线播放|
亚洲欧美一区二区三区在线|
又黄又爽又刺激又免费视频|
国产黑色丝袜免费网站|
亚洲午夜福利在线|
日本不卡的尤物视频|
国产福利男女XX00动态图|
男人桶爽女人下体免费视频|
中文字字幕在线中文乱码网站|
日本不卡不码视频|
本道综合精品五月天|
太粗太大太深真爽视频|
又大又粗又硬又爽的福利视频|
亚洲一区二区三区视频在线观看
|
国产情侣动作自拍|
bl国产免费一区二区三区bl|
视频中文字幕第一页|
亚欧日韩欧美网站|
国产69精品久久久久9999按摩|
AV男人的网|
一个人看的免费视频在线|
999男人天堂|
YW尤物网站点击进入|
亚洲人a成免费|
国产超薄肉色丝袜的网站|
97色婷婷 综合|
国产精品湿在线|
亚洲男同视频在线|
鸭子tv国产在线永久播放|
多人乱p欧美|
国产bbbbbxxxxx精品|
日本囗交吞精在线视频|
国产真实伦在线观看|
一到高潮就出奶水的视频|
色多多视频官网|
欧美亚洲日本韩国一区|
大山里疯狂伦交|
性俱乐部交换花样玩法小说|
亚州精品影院|
午夜性久久久性久久久久|
成a人片在线视频观看|
制服超短裙丝袜免费视频网站|
国产高清乱码女大生aⅴ|
HEYZO高清加勒比|
中年熟女被啪高潮视频|
最新日本免费一区二区三区不|
按摩被中出|
午夜性爽视频男人的天堂|
亚洲日韩AV动态图|
精品国产免费人成电影在线观看|
小草在线激情视频|
亚洲天堂网色多多|
高清一区二区三区精品|
高清波霸永久免费视频|
在线天堂中文新版WWW|
亚洲2页|
欧美成 人影院在线观看|
又色又爽又黄的视频女女
|
亚欧在线网在线观看|
成年女人喷潮视频免费观看
|
日本又大又粗又爽视频|
又黄又性美女免费看视频|
五十路综合网|
国产高清精品福利私拍国产|
色手机在线视频网站|
午夜不卡无毒|
少妇性饥渴XXⅩXXHD|
殴美夜夜操|
午夜福利入口18勿进色多多|
日韩综合久久久|
国产一级午夜三区|
亚洲精品不AV|
亚洲国产换脸AV|
同性在线免费视频免费|
好男人电影院AV|
影音先锋在线中文日韩资源|
福利无遮挡喷水高潮|
国产午夜A级理论片在线播放
|
欧美日韩一区二区免费在线观看|
国产精品青青在线播放|
黑丝袜全彩无遮拦|
亚洲区小说区图片区qvod|
精品国产福利久久久|
欧美日韩一本二本在线视频|
8888jiz国产视频|
国产在线视欧美亚综合|
国产亚洲欧洲997久久综合|
亚洲色一色鲁一鲁鲁|
久久夜色中文字幕|
AV免费午夜福利不卡不打码|
好大,好紧,好深,真爽免费视频|
深夜激情福利在线|
男女猛烈无遮激烈太紧动态图|
999精品色在线播放|
久久国产欧美综合|
51看片免费视频app预约|
特黄特色一级特色大片|
少妇高潮太爽了在线播放|
久久精品免费一区二区|
久久熟女AV|
放荡的女老板bd在线观看|
国产a∨国片精品青草视频|
成人永久福利在线观看|
少妇白洁 视频 在线 海南|
日本成本人片免费网址在线观看|
一二三区中文字永久幕|
国产 绿帽 视频 免费看|
国产情侣一区二区|
性夜影院爽黄A爽免费看|
免费观看人成视在线观看不卡|
少妇喷水一级|
在线国产精品色|
宅男噜噜噜66|
精品伊人久久大香线蕉综合|
最新国产99热这里只有精品|
日韩高清在线亚洲专区小说|
夜鲁夜鲁很鲁在线视频天天|
国产亚洲2022视频在线观看|
h视频在线观看免费|
中国老女人浓密多毛|
欧美日韩在线无视频二区|
国色天香社区视频手机版|
日本激情?费网站动漫|
男女国产免费午夜福利片在线|
国产孕妇挤奶在线播放|
Chinese国产人妖网站视频|
久久精品国产亚洲沈樵|
天天天天噜在线视频|
试看五次120秒一级A片|
亚洲双飞一区二区|
国产精品第100页|
国产一区二区免费Av|
久久国产精品一国产精品|
二区三区不卡不卡视频|
Sao虎在线精品永久观看|
强壮的公么征服我让我高潮|
2020精品自拍视频曝光|
国产AV福利久久精品can麻豆|
日小美女日出白浆视频|
男女嘿咻嘿咻免费专区|
被窝手机福利在线|
国产高清重口变态sm在线观看
|
a级日本乱理伦片在线观看|
天天爽夜夜爽人人爽直接看|
极品福利视频|
日韩国产AⅤ|
xxxx国产精品|
成年男人裸J网站|
综合日韩精品|
91刘亦菲精品福利在线|
国产羞羞视频|
最新国产孕妇孕交视频|
妺妺窝人体色www看美女图片|
日本有码系列中文字幕在线视频|
国产日韩一区二区三区在线|
欧美破除处视频|
日本一区二区不卡视频|
国产亚洲精品岁国产精|
国产在线不卡精品网站|
久久久精品波多野结衣|
网站免费在线你懂的|
亚洲AⅤ久久久噜噜噜噜|
亚洲人成人77777网站|
2021天堂在线亚洲精品专区|
中美日韩亚洲字幕高清在线|
色窝窝人体色www|
亚洲性爱一区AⅤ|
成 人电影 在线观看网站|
免费国产理论大片|
50高潮在线播放|
好了AV第四电影综合站|
亚洲日本国产综合高清|
久久品视频片三级女|
亚洲欧美日韩综合久久|
99久久久精品免费香蕉|
尤物视频最新国产资源|
中国产看美女AV|
亚洲免费人成一二三|
日本高清一区二区三|
国产黄区免费|
啦啦啦在线视频免费观看|
被猛得白浆直喷白浆视频|
120秒动态图试看|
91久久精品在这里色伊人6884|
国产一区二区三区小说|
作爱视频网站久久|
又粗又壮巨龙挤进美妇|
午夜福利第一页|
AV天堂国产免费|
国产美女被遭高潮免费网站|
欧美视频一区二区三区|
9热精品久久只有精品|
亚洲人成绝费网站色www|
色www亚洲奂费|
免费乱理伦片在线观看2018|
欧美高清GV片无套|
高潮奶水涨喷在线播放|
国产精品亚洲А∨天堂网不卡|
中文资源AV在线|
十八禁在线网站免费入口|
中文字幕免费视频女教师|
99久久久精品免费看国产一区
|
婷婷尤物在线|
韩国激情电影久久久|
在线青草香蕉在线播放|
精品福利欧美|
99久久免费视频播放99|
饥渴的少妇视频在线|
波多野结衣中文字幕免费视频|
国产不卡久久精品影院|
日本一区二区三区免费电影|
亚洲最大看欧美片网站地址|
亚洲国产综合专区在线观看播放|
先锋色资源在线视频|
国产亚洲精品影视在线|
夜夜操护士视频|
尤物一进一出动态图|
依依成人精品视频在线观看|
一区二区免费高清观看国产丝瓜
|
欧美3d怪物H动漫播放|
AV老司机精品资源站在线|
后进白嫩翘臀在线视频2020|
国内免费观看在线网站|
老汉A∨精品视频网|
熟女中文字幕|
狂喷白浆视频在线观看免费|
亚洲人成手机电影网站|
成人精品免费视频在线观看|
亚洲中亚洲中文字幕无线|
成年女人永久免费观看视频|
yw尤物国产在线观看|
久久不良视频|
jk国产白丝娇喘精品视频|
色多多午夜福精品|
中文字幕少妇|
jk白丝高潮xx|
欧美在线你懂的|
美女丝袜在线播放一区|
被多人强奷很舒服好爽好爽|
2021最新国产不卡a在线播放|
精品国产亚洲一区二区三区|
亚洲天堂,com|
在线观看人成视频|
99久久免费国产精品|
萍萍的性荡生活第二部|
西西gogo高清大胆专业69|
综合久久吧|
91人人揉人人捏|
X8X8拨牐拨牐永久免费视频|
a级理伦午夜日本区|
久久99er热精品免费播|
波多野吉衣亚洲一区二区|
麻豆最新国产AV原创精品|
刘亦菲一区二区在线观看|
日韩亚洲天堂|
日本中文一二区有码在线
|
看国产黄大片在线观看|
国产ΑV天堂在线观看免费|
亚洲a欧美|
免费视频va在线观看|
欧美va天堂在线电影|
亚洲欧洲日产国码小说|
日本亚洲语音视频在线观看|
免费视频无遮挡在线观看|
东北乱操影院|
少妇的BBB水多|
欧美色综合网|
日本欧美高清波多野结衣一区|
强乱中文字幕在线播放不卡大全|
а天堂最新版在线网|
免费观看又污又黄在线观看|
五十路亲子中出在线观看|
女人性高朝床叫免费视频|
男女好痛好深好爽视频|
国产 欧美 日产久久|
制服美腿在线观看|
亚洲成 人 综合 亚洲欧洲|
jk白丝制服清纯美女娇喘视频|
哟哟AV免费影片|
一起色一起碰一起爽|
伊人久久东京AV|
日本湿乳视频|
00XX动态图|
99国产丝袜在线精品丝袜不卡|
91尤物电影在线|
男人免费桶女人45分钟视频|
国内少妇高潮嗷嗷叫在线播放|
中文字幕在线播放高清手机版
|
亚洲欧美闷骚影视大全|
国产v片在线播放免费观看大全|
chinese乱子伦xxxx国语对白|
亚洲精品456免费播放|
波多野结衣免费在线视频|
色综亚洲日本w在线|
中文字幕一二三区四区2021|
中文字幕有码高清|
亚洲十五区在线|
一本伊大人香蕉久久网|
亚洲图片激情自拍激情文学
|
狠狠亚洲色一日本高清色|
欧美老妇人和小伙子性生交|
国产美女被高潮免费网站|
国产美女白浆免费视频|
亚洲视频九区|
国产精品99久久不卡|
2022AV在线视频观看视频|
国产精品三级一区|
少妇浪妇荡欲在线视频|
国产精品jizz视频国产y网|
老妇女五十路|
www色香蕉|
国产情侣流白浆精品|
香蕉一区二区三区观|
阿v天堂网2021在线观看|
少妇扒开双腿让我看个够|
亚洲成a人片在线观|
2022AV网在线观看|
色婷婷久久综合中文久久一本|
国产丝袜美女在线高潮|
国产在线2019精品|
MM131王思纯大乳迷人|
国产黑色丝袜在线看网红|
国产女人片最新视频|
久久刺激cijilu福利72|
美女任你摸18以下的禁止免费|
欧美女同视频网站在线观看|
2022国产男女视频|
欧美又大又粗又硬又长视频|
国产高潮流白浆99ri|
18以下禁免费永久|
国产污污网站免费看|
国产亚洲成AⅤ人片在线观看|
欧美综合影院在线影院|
乖~腿打开一点我轻一点|
亚洲美女视频一区二区三区|
好硬好大我还要好爽视频|
天天摸天天添天天做天天爽|
亚洲快速不卡的视频|
本道综合精品久久伊人|
伊人久久大象精品|
狠狠任你日线观看免播放器|
天堂网www天堂亚洲国产|
在线看片人成免 费无遮挡|
广东极品少妇粉嫩小泬视频|
一级一片男女高潮|
高潮时奶水喷出来了H视频|
尤物视频网在线观看|
尤物193在线进入|
wwweee免费观看视频|
白洁和么公l的第三次|
又爽又刺激无遮挡的免费视频|
色综合视频一区二区偷拍视频大全
|
天天影视涩香欲综合网|
日日摸日日碰夜夜爽歪歪r|
www123国产免费自拍视屏|
青青青国产最新视频在线观看|
AV嗯啊|
又黄又免费又刺激的网站|
无遮挡肉动漫在线观看免费|
亚洲国产精品人人做人人爱|
亚洲色在线v中文字幕电影网|
高潮爽到爆的喷水视频|
国产午夜福利在线看|
亚洲欧美成α人在线观看|
色老板美国在线观看|
久久天堂综合亚洲伊人hd|
被一群男人玩得嗷嗷叫小说|
国产情自拍|
男啪女色黄无遮动态图|
范冰冰性xxxxhd杨幂性xxxxhd|
色多多AV在线|
午夜小蝌蚪五月婷婷手机在线免费观看
|
亚洲αv在线精品糸列|
在线观看免费人成视频色WWW|
97影院九七理论片|
久久精品无吗鲁网中文电影|
成年动漫在线看网站免费|
国产高清在线精品一区|
久久久亚洲韩国精品|
双飞少妇免费看|
一本之道高清乱码久久久|
国产在线精品涩涩涩涩|
亚洲色大成网坫www|
爽爽爽爽爽成年网站视频在线|
国产大全2018年亚洲天堂网
|
日本午夜福利一级A片|
国产免费人成视频不卡顿在线播放播|
香蕉大黄区片|
2020亚洲а∨天堂在线|
欧美A级毛欧美1级A大片免费播|
嗯…啊?摸?湿?内裤?视频免费|
国产情趣视频一区二区|
欧美色哟哟激情在线视频|
婷婷六月丁香七月|
亚洲综合日韩在线2020|
国产精品十区视频|
99国产亚洲精品美女久久久久|
国产YJizz视频|
啦啦啦在线视频免费观看|
亚洲欧美自摸|
欧美zoofilia杂交孕妇|
国产一区二区在线爱|
波多野结衣爽到高潮漏水视频|
两根粗大噗嗤噗嗤欧美精品|
美女脱裤子让男人桶到爽
|
在线观看午夜网站母乳|
国产午夜福利红色一片|
高h肉视频免费在线观看|
国产免费人成视频在线观看播放|
野战好大好紧好爽快点|
一级午夜福利|
香港三级永久网站|
久久精品私人影院免费看|
国产白浆一区二区三区|
97理论精品|
又污又黄又刺激的网站|
日韩AV波多野结衣一区二区三区
|
一个人看的视频www在线|
亚洲 日韩 蜜|
尤物禁番动漫视频在线观看|
日本在线播放|
亚洲系列一区中文字幕|
A级情欲片在线观看免费哇|
夜夜高潮天天爽欧美|
永久电影三级在线|
亚洲中文字幕第一视频在线观看|
亚欧激情视频|
俄罗斯6一12呦女精品不卡|
欧洲 成 人 在 线 免费|
免费在a线v|
伊在人间香蕉最新视频|
久久青草38国产|
亚洲一区二区三区动漫精品|
久久久久a v|
狠狠狠久久久久|
yy6080理论女性一级|
欧美福利精品一区二区|
爽爽日爽爽干在线观看|
va欧美国产在线视频app下载|
99热美女|
国产妇女农村一级 片片|
天堂网在线最新版www中文|
亚洲欧美色中文字幕在线|
男人j桶进女人p无遮挡|
好了AV第四电影综合站|
亚洲欧美日韩国产综合点击进入|
AV十八岁在线免费观看|
久久精品国产第一区二区三区|
国产人前露出系列视频|
www久久十八禁|
国产sm白富美调教女m视频|
日本在线精彩视频免费播放|
亚洲色先锋影音|
午夜阳光高清在线观看日本片
|
苍井空一区二区三区在线观看|
越猛烈欧美XX00动态图免下载|
最新国产女同在线|
国产精品久久精品三级|
2022国产城人在线视频|
性夜影院爽黄e爽在线|
AV天堂永久在线观看|
点击进入在线激情视频|
搡女人真爽免费视频网站|
天堂在线最新版资源|
国产精品自在在线午夜精华在线
|
中文字幕有码高清|
Av天堂一二三区免播放器|
亚洲日韩AV不卡一区二区三区|
亚洲大成色影视www男同|
曰韩美女午夜免费福利|
老熟女精品aⅴ|
日日麻批永久免费视频播放|
日本高清视频wwww色|
jealousvue厨房乱子|
综合网成年人美女|
午夜一级A片试看三分钟|
淹影二区妇女三区自拍偷拍自偷|
亚洲噜噜噜噜噜视频网站|
国产精品一区二区在线观看|
女人高潮尖叫流水视频|
中文字幕与邻居少妇性刺激|
亚洲VA中文在线播放免费|
男女进出抽搐高潮动态图|
动漫AV在线麻豆|
欧美日韩国产一二区视频|
久久羞羞色院精品全部免费|
欧美综合亚洲日韩精品区|
嗯啊视频在线观看网站|
亚洲中文字幕A∨在线亚|
婷婷六月激情|
精品亚洲线在观看|
日本老头XXXXX黄区免费看|
日本少妇毛茸茸高潮|
亚洲欧美日韩国产二区|
国产在线观看无毒不卡顿|
欧美一级二级三级在线观看|
国产好涨好爽好大视频免费|
秋霞鲁丝拍拍一区二区三区|
秋霞鲁丝一区二区三区精品|
熟女五十路AV|
亚洲色大成在线观看|
亚洲精品福利偷拍|
国产精品一卡二卡三卡破解版
|
啊~嗯~不要~视频|
青青草原国内免费观看91福|
99热亚洲人色精品国产88|
久久综合日韩,金|
在线看啊AV|
欧美 中出|
亚洲Aⅴ天堂Av在线电影|
最新厕所tp高跟美眉嘘嘘|
你懂的在线免费视|
成本大片35分钟免费播放|
狼人色综合网|
大学生美女爆白浆高清视频|
日本亚洲欧洲在线视|
强奷白丝美女在线观看|
一区二区三区 波多野结衣|
被操到高潮视频|
AV手机导航网站|
les女女磨豆腐视频网站|
国内精品一区二区三区不卡|
国产在线观看毛带|
抽搐一进一出免费Av看片|
幻女free性zozo交体内谢深喉|
国产精品日本亚洲欧美|
国产97视频人人做人人爱|
国产高清在线精品一区不卡|
正在播放国产精品|
日本激情午夜视频在线|
极品美女AV在线播放|
又硬又水多又坚少妇18p|
秋霞Av鲁丝片网站|
女生高喷母乳中文字幕|
久久e热在这里只有精品99|
亚洲色热女|
久久久精品2019中文字幕之3|
亚洲电影人免费|
97国产大学生情侣在线视频|
人人狠狠综合久久亚洲|
丰满少妇被猛烈进入高青播放|
AV高潮在线免费观看|
下药肉体暴力强奷在线播放|
男女高潮激烈免费观看|
亚洲成A∧人片在线播放调教|
嫩草研究院午夜网站在线观看|
亚洲国产综合久久精品|
青草午夜福利视频|
国产99视频精品免费视频6|
韩国小视频中文字幕|
十八禁黄无遮挡吸乳视频|
成人v免费视频黄|
欧美日韩视频免费看|
AV色爱天堂网|
欧美特黄特色手机在线视频|
国产精品欧美一区二|
亚洲福利电影在线|
日本xxxxx片免费播放|
亚洲自偷自拍另类二区|
亚洲美女亚洲美女炮交图久久|
欧美性爱免费男人视频|
日本亚洲欧美高清专区vr专区|
www.se在线观看|
伊人丁香综合在|
大学生露脸无套在线视频丿|
亚洲中文字幕日产乱码高清
|
两女一男双飞在线观看|
亚洲2020天堂网|
国产亚洲AV手机在线观看|
国产午夜亚洲品不卡在线观看|
激情九月综合|
亚洲五码影院|
国产极品美女到高潮|
亚洲女人AVAV天堂影视|
国语少妇高潮对白在线|
真做的欧美三级在线观看|
正在播放:美女喷水视频|
狠狠久久综合久久综合|
绿帽2021国产在线|
亚洲同性男男黄g片免费网站|
麻豆久久国产|
国产97公开成人免费视频在线观|
女同AV在线播放|
五月婷婷成熟少妇|
yy111111少妇影院在线观看|
mm1313又大又粗受不了|
品善网AV在线|
久久综合D尺p|
粗大猛烈进出高潮视频试看|
69色在线视频免费|
幻女bbwxxxx在线视频|
国产亚洲papapa|
国内免费观看在线网站|
xxxxx性开放|
嫖农村18的妇女舒服正在播放|
国产91口爆吞精|
龚玥菲AV在线播放|
沟厕欣赏女尿高清|
sm调教强制女m羞耻视频|
白浆视频网|
2022精品视频观看免费|
在线欧美精品视频二区|
日日摸夜夜添夜夜添爽|
亚洲精品无播放器在线播放|
午夜丰满少妇性开放视频|
十八禁在线网站|
一级国产免费看永久不卡|
久久99国产综合精品女同|
亚洲成a人|
精品国精品国产自在久国产应用|
2022AV天堂免费在线观看|
亚洲笫一狠人久久|
亚洲国产精品一区二区三区在线观看|
在线精品视频香|
日本系列亚洲系列精品|
精品下载视频观看|
白俄罗斯毛茸茸福利|
一线欧美精片一区二区三区|
无遮挡在线视频观看免费网站|
日韩00XX视频|
太粗太更少妇受不了视频|
一道本免费高清中字幕1V1|
欧美激情,国产精品|
上到少妇叫爽tube|
亚洲妇女久久中文字幕|
观看免费揉美女福利网站之国产盗摄|
女同小h片在线观看网站|
波多野结衣高清一区二区三区
|
暖暖日本性爱视频|
五十路老熟道中出在线播放|
XXXXX爽日本护士免费看|
久久综合五月丁香久久激情|
羞羞影院爽爽免费观看|
AAA特级婬片女子高清视频|
亚洲成年女人免费观看|
欧亚精品视频一区二区三区|
日韩AV熟女一区二区三区|
欧美日韩亚洲每日更新|
亚洲性色五十路|
自卫喷水在线|
ai杨幂被遭强奷倒高潮的视频|
亚洲无吗在线观看|
很黄很污的网站|
亚洲Aⅴ一区二区尤物视频|
在线看AV天堂|
国内绝对真实医院偷窥短视频|
爆操大屁股熟女白浆视频|
麻批好紧日起要舒服死了|
97色论网综合图片专区|
女人高潮娇喘抽搐喷水视频|
中文字幕a视频直播|
2017AV在线天堂|
菠萝蜜视频在线观看视频入口|
亚洲色大成网站www永久男同|
久青青在线观看视频国产|
日本老妇性爱在线播放|
igao网站在线观看|
黑人巨大亚洲综合在线|
夜夜爽免费888视频|
欧美人与牲口杂交在线播放免费|
国内自拍偷在线三级视频|
巨臀中文一区二区|
2020国产精品永久在线|
337P日本欧洲亚洲高清鲁鲁|
美女视频网站永久免费|
中美日韩亚洲字幕高清在线|
图片区 小说区 综合区|
95偷拍午夜Tv视频|
免费v片所有免费网站|
性色AⅤ在线观看|
五月天伊人激情视频|
国产精品自拍AV|
宅男色在线网站|
怡红院在线Aⅴ男人的天堂|
精品免费人成视频二区|
写真视频一二三区免费|
337p人体粉嫩胞高清大图|
国产精品 太深了|
992tv午夜福利免费视频在线|
国产经典三级AV在线播放|
女人高潮抽搐喷液30分钟视频|
国产高清午夜人成在线观看,|
不卡一区二区视频日本在线观看|
黑人又粗又大免费视频|
尝尝少妇同事的味道|
精品进线国产新69影院|
亚洲已满18点击进入久久|
亚洲尤物精品久久|
少妇的丰满2中文字幕|
亚洲自拍爱萝哟哟导航|
亚洲女优一区|
永久WWW成人看片|
东京干男人都知道视频|
国产在线视欧美亚综合|
重口老太大和小伙乱|
亚洲综合激情另类专区|
69精品网|
中文字幕国产亚洲超|
国内女人喷潮在线观看视频|
国产区闺蜜来|
玩弄丰满少妇视频久久|
国产yw8825免费观看网站|
午夜福利男女XX00动态图|
yellow视频在线播放|
中年熟女五十路免费观看久久|
欧美性爱2022天堂网|
国产美女深夜精品自在线拍|
美国经典三级Av在在线观看|
小草激情视频|
巨胸奶水视频www免费|
久久综合九色综合久桃花|
国产精品拍天天在线|
亚洲va在线观看网站|
777米奇色狠狠狠888影视|
国产亚洲精品线观看动态图|
国产白嫩美女免费观看|
国产边高潮边打电话边出轨
|
国产69精品久久久久9999下载|
亚洲日本乱码在线观看|
日本乱视频在线播放|
丝袜A∨在线一区二区三区|
国内精品一区二区大象|
国产粉嫩系列|
巨胸喷奶水视频www免费动漫|
在免费jIzzjIzz高清在线播放|
精品国产自产在线观|
国产情侣高潮露脸|
伊人影院蕉久影院2高清|
国产女主播高潮视频在线播放|
亚洲一级嫩模在线播放|
女人与公拘交的免费视频A|
国产白浆喷水视频在线观看|
亚洲香蕉网久久综合影院小说欧美贵妇
|
久久午夜成年奭片免费观看|
香港三曰本三级少妇三99|
裸妇厨房风流在线观看|
国产呦系列免费口在线观看|
亚洲 欧美?中文?在线 视频|
好爽好紧好大的免费视频国产|
国内自拍偷国视频系列无|
99热久久这里只有精品6国产|
国产洗澡在线观看|
五月丁香缴情深爱五月天4438|
国产精品-色哟哟|
131国内美女爱做视频免费
|
99热这里只有精品免费推荐|
亚洲国产AV导航第一福利网|
日女AV天堂|
337p西西人体大胆辦开下部|
欧美日产国产精选|
在线看的福利H视频|
午夜三级A三级三点|
日本特黄免费A|
色WWW永久免費|
欧美大胆一区二区人体视频|
日本三级一区中文字幕|
高H系列尤物视频在线观看|
曰的好深好爽|
久久熟女五十路白浆|
H漫大全视频在线观看不卡
|
在线播放视频国产区搜索|
成人免费观看全部免费|
亚洲欧美日韩在线观看A三区|
国产小嫩模无套中出|
国产真实交换免视频|
亚洲自偷自拍另类12p|
国产精品午夜理论片|
久久久r精品66|
欧美疯狂性受xxxxx喷水|
888激情视频|
口工动漫视频精品一区|
国产精品偷窥自拍15P|
亚洲国产日韩在线yw|
综合AV第1页|
国产精品吹潮视频|
亚洲电影区图片区小说区QVOD
|
午夜福利在线观看6080|
和 子同居的日子AV片|
夜夜春影院亚洲字幕|
亚洲欧洲自拍拍偷精品网314|
欧美老人性杂视频|
亚洲综合色区中文字幕|
免费AA片大片|
无遮挡性爱视频免费在线观看|
五月天伊人|
被插到喷白浆视频|
国产精品区最新视频|
好粗好大好深好爽视频|
亚洲欧洲闷骚影院|
粉嫩的竟然没有一根毛激情|
亚洲永久精品ww47永久入口|
国产精品免费福利电影网|
尤物在线小视频|
2021自拍国内小视频在线观看
|
嘿嘿嘿永久免费视频网址|
亚洲人成伊人成综合网久久久|
亚州有码Av一区二区三区人妖|
亚洲性爱视频极品|
日本免费人成精品视频在线|
国产三圾片电影免费看|
997 久久 国产|
一级a做片性视频每天噜噜|
国产原创巨作在线|
亚洲欧美日韩高清一区|
77尤物精选在线观看|
久久久888精品视频|
免费观看黄a一级视频|
很黄很黄能湿的网站|
波多野结衣浴尿解禁在线|
69视频在线观看A片|
色色九月婷婷|
a级亚洲中文字幕人成影院|
久久久久久高潮白浆|
亚洲天堂网波多野结衣一级在线
|
国产办公室紧身裙丝袜AV在线|
顶级少妇午夜福利水多多在线观看
|
嫖农村40的妇女舒服少妇老师|
中国极品少妇毛茸茸|
国产国语脏话对白免费视频|
日韩中文字幕不卡网站|
大香伊蕉在人线国产手机看片
|
少妇大叫太大太爽受不了|
老妇xxxxx性开放|
闺蜜撕开的奶罩猛吸我的奶|
奇色在线888视频|
办公室娇喘的丝袜短裙老师|
草莓视频免费在线观看|
A片大全丝袜国产动漫|
又色又刺激的视频网站|
国产蜜芽尤物在线一区|
高中生粉嫩美女高潮视频|
热99re久久精品|
综合在线观看|
国产高清窝窝视频免费观看|
欧美一级久久久免费|
国产又色又爽又刺激视频|
国产女同互慰高潮流水视频|
深夜视频免费网址2021|
91精品国产综合久久久久五月天|
中文字幕一区在线观看视频大全|
萌白酱一区二区视频在线观看激情|
在线观看啊欧美日本|
青青草原伊人AV网|
婬荡少妇21p|
亚洲永久免费播放片网址男同|
粗暴进入蹂躏视频在线|
国产免费观看A视频|
久久久伊人天堂网|
色呦呦视频在线观看|
好大好爽我要喷水了视频视频|
337p欧洲人体大胆瓣开下部|
国产美女炮机白浆四溢|
国产高潮女主播|
免费黑丝国产网站|
国产黑色丝袜人人干|
尤物蜜芽视频在线观看国产|
亚洲国产看片|
白浆喷水网站导航|
激情18网站|
日本理论带中文字幕|
国产麻豆aⅴ尤物网站尤物|
在线免费看AV色多多|
欧美dodk巨大黑人|
激情中文小说区图片区|
欧美日韩亚洲综合图片|
1区1区3区4区不卡乱码在线播放|
91模特私拍精品|
精品一区二区三区|
操碰中文字幕在线观看|
欧美一区午夜片黄福利|
高潮超污视频在线观看|
中文字幕一二三区四区2021|
两个人看的www高清免费|
最新呦女视频网站|
亚洲有码视频一区二区|
国产真实交换免视频|
国产精品熟女Av|
51社区在线永久视频|
妺妺窝人体色www日产网站|
国内女人喷潮在线观看视频|
白浆横流XVIDEOS|
扒开末成年粉嫩的小缝完整版|
国产精品白嫩在线观看|
午夜免费刺激视频|
18免费AV片在线观看|
在线观看国产技师|
久久精品国产亚洲七七|
亚洲 丝袜 在线 欧美|
国产小呦泬泬|
真做的欧美三级在线观看|
久久国内精品一区二区三区|
华人亚洲欧美在线|
午夜福利亚洲精选|
女人扒开下面无遮挡免费|
国产伦人人人人人人性|
www.色香蕉|
玩弄未发育的小馒头缝|
国产狂喷潮在线观看中文|
五月六月婷婷性综合|
窝窝午夜精品一区二区|
亚洲日韩一中文字幕|
亚洲视频男人女人|
大香伊蕉国产网站|
亚洲精品第一国产综合精品|
国产小屁孩cao大人欧洲|
在线观看黄v免费网站免费|
无遮拦免费高清www视频|
波多野结衣国产在线|
亚洲国产人成在线观看69网站|
国产高清japanese在线播放e|
1314免费视频在线观看|
久久亚洲日韩精品视|
农村野外强奷在线播放电影|
16女下面流水不遮视频,|
亚洲国产剧情一区二区|
粉色成年视频在线观看|
free性欧美人与牛|
国产中文一区二区苍井空|
波多野结衣一区二区三区高清
|
青青草原婷婷六月综合|
久久99一本精品99精品66|
色综合色综合|
免费视频网你懂的|
美女视频黄的全i免费|
最新网址在线观看你懂的|
亚洲人色大成年网站在线观看|
高h丝袜视频|
亚洲欧美国产精品久久|
少妇影院yy111111|
BBw下身丰满少妇18XXXX|
2021国产中文字幕。|
亚洲揄拍图片色区图片专区|
天堂AV成年AV影视麻豆|
美女任你摸在线视频网站|
国产下药迷倒白嫩美女网站BD
|
色婷婷亚洲高清|
国产精品水多|
伊人久久免费综合视频|
国产美女粉嫩泬在线观看|
免费一级A片国产在线观看|
亚州欧美中文日韩|
国产美女高潮a∨|
日韩亚在线一区二区|
护士露脸在线真实|
久久SE精品一区二区|
黑人又大又爽个够免费视频|
在线亚洲综合11p|
欧美日韩一区二区视频不卡|
国产午夜福利在线观看红色|
痴汉在线一区二区三区|
国产男女嘿咻视频在线观看|
国产孕妇露脸免费视频|
日本丰满少妇一区二区|
国产午夜福利在线永久视频|
永久在线不卡免费视频|
男人j进入女人p视频|
AV影片影音先锋一本大道香蕉|
一卡二卡三卡国色天香免费看|
男人的j把女人的j桶爽视频|
日本高清一区免费中文视频|
2018天天玩天天爱天天吃|
天堂网手机视频|
新妺妺窝人体色www|
日本中文字幕有码|
最新免费播放福利小视频|
大香伊蕉99大香伊蕉免费视频|
俺去啦网站|
成 人 网站免费|
国产第一色多多|
巨胸喷奶水视频免费播放www|
夭天爱天天爽|
国产小片手机在线观看|
婷婷综合激情亚洲首页|
免费国产交换配乱淫|
欧美激情亚洲经典|
国产成年综合免费观看不卡|
风流少妇按摩到高潮|
日韩AV国内在线|
亚洲综合在线另类色区奇米|
国产剧情AV放荡演绎|
国产无遮挡高潮|
在线视频欧洲专区|
91超级碰免费|
全国最大的呦女网站|
AV免费午夜福利不卡不打码|
欧美人在线|
国产a网站|
嘿咻嘿咻视频网站免费看|
极品少妇中文字幕|
亚洲一区二区三区波多野结衣|
yy111111少妇影院动漫|
高中生国产AV网站|
真人作爱试看120分钟3分钟|
久久国产线看精品观看yw|
巨胸喷奶水视频www免费动漫|
亚洲成色在线网站|
在线视频制服丝袜美腿|
国产精品美女久久久久久久|
国产精品永久免费|
国产老头老太作爱视频手机版|
2020日本www网站不卡|
亚洲aⅴ视频在线观看|
网友自拍视频区第一页|
丁香九月欧美综合|
好紧好湿好黄的视频|
近親相姦中文字幕在线观看|
JK白丝美女被捆绑调教视频|
久久 午夜福利 张柏芝|
337P西西人体高清|
高清视频一区二区三区|
永久天堂在线观看免费|
亚洲精品网站在线观看你懂的|
不卡AV一区二区|
欧美高清freexxxx性|
2021影音先锋aⅴ资源男人网|
亚洲а∨精品天堂在线|
长沙富婆大战黑人|
h福利午夜网站69堂|
chinese少爷男男国产|
久久久88一综合本色频道|
国产精品理论影视福利尤物|
国产激情视频一区二区三区|
XXXX高清国产视频|
国内精品视频一区二三区不卡|
中文字幕婷婷日韩欧美亚洲|
制服丝袜中文丝袜AV|
国产高中生无套|
H漫大全视频在线观看不卡|
免费美女网站淫|
亚洲青青草原|
久久精品国产鲁鲁|
国产精品三级一区二区|
在线播放黑丝袜A V|
国产精品一区 自拍|
26UUU色五月|
九月激情婷婷网|
亚洲码在线观看|
免费很黄很色A片|
久一福利免费视频|
又黄又粗暴120秒免费GIF视|
美女日韩精品|
2021天天夜夜爽在国产|
亚洲日韩AV韩国精品|
美女的胸又黄又www的网站|
美女超薄白丝喷水视频|
AV天堂永久资源防屏蔽网址|
亚洲精品综合在线影院|
黑人导航第一福利|
主播在线一区视频|
男女性潮高清免费网站|
久久AⅤ不卡网站|
24小时在线播放免费直播高清
|
国产私拍福利精品视频|
久久精品天天杨幂|
国产毛茸茸的精品特写|
午夜少妇福利|
加勒比中文字幕乱交|
在线波多野结衣AV诱惑|
高清字幕欧美日韩|
91成年免费影院在线|
国产 日韩 欧美 精品 大秀 另类|
国产福利免费高清在线|
国产日韩一区二区三区在线观看|
国产无套乱子伦精彩是白视频在线收看
|
午夜福利体验试看120秒|
俺来也在线中文字|
亚洲成a人v影院色老汉影院|
亚洲日韩欧美每日更新|
免费观看美女被靠网站|
伊人性伊人情亚洲综合网|
亚洲Av手机在线观|
曰批妇女在线观看|
又色又爽又黄的视频在线观看|
大学生Av性爱免费在线|
CHINESE青年大学生GAY|
国产情视频在线一区二区|
国产欧美亚洲精品第二区软件|
mm在线精品视频在线观看|
久久国产精品免费一区二区三区|
伊人色综合视频一区二区三区
|
色双飞在线观看|
一进一出一爽又粗又大|
AV网站在线免费在线看|
伊人久久大香线蕉综合网站|
久久久久精品日韩久久久|
國产AV天堂|
最新6080午夜理论日本|
艳丽的饱满乳妇正在播放|
五月天婷婷国产在线观看|
日本被黑人强到高潮不断视频|
亚洲日本道五十路久久综合|
最好看的2019中文字幕国语日本
|
欧美性爱在线|
日韩精品片福利视频|
自拍偷区亚洲综合激情|
国产偷2018在线免播放观看|
色www永久免费看|
国产成年女人情侣视频|
高清一区二区播放亚洲|
欧美嘿咻一区|
好湿好紧好痛A片视频免费网站|
欧美Α片在线观看免费|
国产狂喷潮在线观看|
久久曰热久久思思精品|
亚洲欧美成α人在线观看
|
中文字幕综合第页|
午夜伦y4480影院中文字幕|
日本xxxx在线视频,免费看|
亚洲三级在线|
国产一区二区刘亦菲|
乌克兰少妇xxxx做受|
久久久久亚洲一区二区三区|
欧美另类喷潮|
大胸美女又黄w网站|
伊人五月天网站|
影音先锋综合网资源站|
还有您懂得的在线免费播放观看视频。
|
美女黄18以下禁止观看黄频|
最新免费高清不卡中文字幕手机在线观看
|
激情18网站|
人成在线免费|
91福利国产在线观看|
小馒头刚发育在线播放aⅴ|
日韩不卡五月天综合|
亚洲日韩高清在线亚洲专区
|
日本一区久爱精品免费|
午夜福利青春青草久久|
国内精品aa在线|
尤物AV尤物在线看|
国产男女嘿咻视频在线观看
|
婷婷激情网址|
漂亮大学生韩国三级播放国产|
国产女主播精品大秀系列
|
久久青草资料网站|
日本丰满少妇|
亚洲色大成在线观看www看下面|
亚洲美女在线视频专区|
台湾AV国片精品女同性|
国产精品亚洲а∨天堂免在线|
中文字幕亚洲男人的天堂网络|
开心四房婷婷|
午夜男女爽爽爽影院在线视频|
午夜拍拍拍无档视频免费qq群
|
99色综合|
MM1313极品精品|
免费观看黄a一级视频|
国产精品igao视频|
heyzo高清中文字幕|
99欧美性爱电影|
极品AV凹凸视觉盛宴|
旧里番亚洲一区|
无卡国产精品|
亚洲乱亚洲乱妇50P|
在线观看中文字幕DVD播放|
尤物天堂精品一区二区|
另类激情在线视频|
国产91在线一区二区三区|
国产乱通伦|
亚洲国产高清不卡在线播放|
www欧美视频|
亚洲观看AV网址|
国产农村一级看片|
国语自产精彩视频在线视频|
日本视频一区二区三区|
国产精品亚洲日韩AⅤ在线|
成年午夜免费Aⅴ在线观看|
美女粉嫩被内谢流白浆视频|
XXⅩ中国免费视频|
精品女同一区二区|
又紧又水又粗又长视频|
又大又粗又长又硬的日批视频|
国产美女AV一区二区三区|
爽爽日爽爽干在线观看|
国产福利关晓彤AV在线播放|
97国语精品自浓毛大屁股bbw|
在线观看国产无套|
伊人性情侣综合在线|
精品视频国产免费不卡|
最新国产福利小视频在线观看|
国产白浆在线喷水免费视频|
玩乡下黄花小处雏女免费视频|
国产在线主播一区|
国产小屁孩操大人|
国产尤物在线播放|
国产亚洲大片免费观看|
新激情五月天|
国产又粗又猛又大的视频|
日本少妇被黑人xxxxx|
00XX动态图|
久久夜色精品国产一区|
久久综合激激的五月天|
久久成人国产精品|
欧美激情国产精品|
日韩色超级黄的视频|
国产鲁鲁色|
国产精品第131页|
中文字幕有码视频|
最爱高潮全过程免费的视频|
又粗又黄又硬又爽的免费视频|
中国国产高清免费AV片|
亚洲欧美日本久久综合网站点击
|
日本三级香港三级人妇少妇|
成人国产精品日本在线|
日韩精品欧美国产精品忘忧草|
久久99国产精品二区不卡|
国产孕妇AV首页|
中美日韩亚洲字幕高清在线|
又爽又黄无遮挡的视频网站
|
老女人A片一级|
天天碰天天爽天天摸|
亚洲中国a在线免费观看|
熟女性高潮视频网站|
欧美在线高清视频一区|
亚洲成年女人免费播放|
xxxxtv国产|
国产91精品一区二区麻豆k8养生|
国语自产精品视频在线九九|
亚洲天堂视频一区不卡|
久久69中文字幕精品|
免费一级欧美片在线观看|
亚洲日韩最新AV一二三区右|
在线jyzzjyzzz免费视频|
国产一区二区Jk|
国产精品视频无遮挡|
久久影音先锋每日资源网站|
全球AV大全导航|
天天夜夜弄视频|
亚洲精品62p|
国内自拍欧美的在线|
丰满岳乱妇三级高清|
AV性导航|
a一级农村片|
激情五月丁香六月|
亚洲人成网址在线播放小说|
日本免费一区二区三区最新|
亚洲 图 色 欧美 另类 小说|
老司机导航福利大全|
国产南昌男女在线|
蹂躏办公室波多野在线播放|
国产人成午夜免视频网站|
xxxx手机在线播放www|
一级做a爱全免费视频|
56PROM精品视频在放全部免|
福利第一页在线视频|
性色一区二区三区|
国产AV大全网站|
99精品导航|
青榴社区国产精品视频|
亚洲JIZZJIZZ少妇|
九月丁香色婷婷|
多人乱p欧美|
老熟女@tubeumtv|
国产AV白丝一区|
精品国产自偷自拍|
H视频在线观看免费的|
亚洲综合图片区一区不卡|
午夜福利未满十八以下勿进|
亚洲五月在线播放|
国产真实夫妇视频|
天堂网WWW资源在线|
中国最黄的一级视频|
久久国产精品久久精品国产
|
波多一区|
伊人网在线观看|
亚洲天堂视频在线|
日本不卡高清免|
国产精品日本亚洲777|
精品日产一区二区三区|
亚洲专区中文字幕第三页|
五月天婷婷视频不卡|
97骚碰视频|
激情五月天性爱在线观看|
XXX国产精品XXX|
日韩麻豆小视屏|
久久网更衣室偷窥国产|
亚洲综合在线第一页不卡|
中国屁股喷水视频|
xxxxx日本护士不卡网|
国产2022精品视频免费播|
女同亚洲一区二区无线码|
在线看AV中文字幕|
女同另类之国产女同|
欧美性爱一男人的天堂|
久青草国产97香蕉在线影院|
国语自产视频在线不卡|
色综合天天综合高清网|
免费在线亚洲视频欧洲美洲|
日韩中文字幕AV|
国内少妇高潮嗷嗷叫在线播放|
丝袜制服影院首页|
国产富婆一区二区三区|
理论片手机在线看片免费|
久久精品免费不卡|
嗯…啊 摸 湿 内裤 动视频|
熟女无套高潮内谢吼叫|
91青青草原视频|
亚洲色大成网站www九|
免费在线国产一区二区三区精品|
在线观看视频亚洲一国产踩踏视频免费
|
高清国产天干天干天干|
双飞两个女教师屁股眼|
亚洲国产欧美在线人成|
亚洲欧洲美洲天堂Av|
国产69视频蜜臀|
欧美一级艳片爽快片K8|
国产美女主播自卫高潮|
蜜芽丝袜视频在线观看|
成·人免费视频在线观看|
脱了美女内裤猛烈进入GIF|
国产а天堂2019|
久久成人影院精品777|
亚洲同性男男黄g片免费网站|
男人的天堂2022网|
深夜福利爽爽爽GIF动图900|
t66y最新地址一地址二地址三|
99午夜视频|
日本孕妇高潮视频|
国产亚洲高清一区二区三区|
自拍偷拍区一区二区三区 精品区|
国产九一视频在线观看|
夜夜操欧美视频|
午夜中文字幕屏蔽|
嫩模白浆|
中出纯洁高中生在线观看|
又黄又爽又猛的视频|
日韩在线一区二区三区免费视频|
又污又爽又黄的网站|
欧美高清视频一区二区三区|
欧美精品亚洲精品日韩传电影|
午夜福利AV网站免费看不卡顿|
最近中文字幕大全免费|
国产在线精品一区二区三区不卡|
亚洲香蕉网久久综合国产|
另类小说 在线日韩 欧美|
国 产 呦 网 站|
日日摸夜夜添夜夜添爽|
国产精品日本一区二区三区|
国产网站在线观看污|
欧美性色生活片天天看99|
漂亮少妇被修空调侵犯在线|
中文字幕精品一区二区2021年|
欧美亚洲韩日免费激情视频观看|
www五月综合网麻豆|
最新在线不卡中文字幕|
白丝美女高潮视频|
小sao货水好多真紧h视频|
色多多www|
国产美女高潮白浆在线|
2020亚洲国产|
igao视频社区在线播放|
99视频有精品高清视频|
又爽又高潮的免费视频国产|
白丝jk插进去喷水视频|
女女百合互摸视频在线观看|
公妇仑乱在线观看|
激情久久免费直播|
国产流白浆免费观看|
色首页AV在线|
嗯啊中文字幕|
亚洲欧美综合区自拍另类|
免费人成黄页在线观看视频|
永久视频在线观看网站|
国产美女高潮流白浆的视频|
思思久久美女软件免费观看|
岛国一区二区三区免费视频|
久久国产小视频|
国产酒店约孕妇高潮在线观看|
在线不卡亚洲中文字幕|
成人α片免费视频在线观看|
呦萝视频在线|
性xxxx欧美老妇胖老太肥肥|
黄动漫视频在线免费看网页|
青青青免费视频在线|
第一福利官方导航|
五月综合激情|
yyyyy111111少妇影院中文|
午夜激情福利视频网|
在线18视频免费看|
在线步兵区免费|
又色又爽的网站在线观看|
菠萝蜜视频在线下载|
老熟女spA精油按摩偷拍视频|
2022年国产美女被艹在线观看|
加勒比专区日本|
理论片福利片在线观看欧美|
2018AV天堂在线|
国产精品第20页在线观看|
嗯啊动欧美|
国产农村Av免费观看。|
国产在线2019精品|
国产国产成年年人免费看片|
97精品免费公开在线视频|
欧美成 人免费网站|
99久久国产综合精品五月天|
少妇办公室好紧好爽再浪一点|
国产网站在线观看污|
888激情视频在线观看|
草莓视频国产片在线观看|
日韩福利片午夜免费观着|
www国产在线|
亚洲伊人久久综合成人|
刘亦菲激情旡码大片|
亚洲精品国产aⅴ成拍色拍|
中文精品久久久久国产网站|
精品国产最大的调教网站|
男人的湿天堂|
亚洲片十八禁污污污|
8×8x永久免费视频在线|
嗯,啊轻点儿视频在线免费观看|
美女黄频网站一区二区三区|
麻豆精品视频之!日韩不卡
|
激情福利视频网址|
中文字幕www影音先锋|
中文字永久区乱码2021|
欧美老妇BBB|
国产精品高清一区二区不卡|
狠狠亚洲婷婷综合色香五月|
俄罗斯高清XXXXX精品|
小屁孩和大人做aⅴ|
99久久免费精品|
国产剧情一区二区|
亚洲精品香蕉婷婷在线观看|
亚洲性爱AⅤ视频|
亚洲国产精品国语在线|
又大又爽又刺激免费视频|
亚洲卡一卡二新区在线|
色多多免费视频精品视频在线观看
|
很黄很湿很刺激的视频免费看|
男同网GV免费视频网站在线|
国产自产39页|
韩国福利专区在线观看|
MM1313亚洲精选|
亚洲VS日韩VS欧美VS久久|
yy111111国产|
丁香六月深婷婷激情五月|
老妇乱子伦视频国产|
国产精选欧美成aⅴ高清在线
|
在线播放日本片在线看的免费网站|
亚洲久悠悠色悠在线播放|
青青热久免费精品视频在线播放|
亚洲精品国产精品|
亚洲精品电影院|
高潮抽搐冒白浆视频美女|
中文字幕在线永久资源|
日本亚洲色大成网站www久久|
中文欧美亚洲欧日韩范冰冰|
欧美另类图片色婷婷|
久久WWW免费人成精品|
AV天堂手机福利网|
邪恶国产精品|
日韩欧美中文一区二区视频乱
|
五月综合激情久久婷婷|
国产杨幂aⅴ在线|
天天做天天爱天天综合网|
18女下面流水不遮图|
奇米777影视一区二区|
国语对白东北粗口熟女|
青草女人爽到高潮视频免费直播|
亚洲2021天天堂在线观看|
天干天干夜啦天干天干中文字幕|
青青青在线播放视频国产|
国产下药迷倒白嫩美女观看|
美女下面被舔出水的免费视频网站|
H另类在线免费观看不卡视频|
色8天天狠天天透天干天天怕|
国产女人喷水视频免费|
久久久一本精品99久久精品88|
吃胸揉胸膜下刺激的视频|
久久激情五月婷婷字幕|
国产亚洲日韩中文字幕|
久久男人AV资源网站|
国产videossex精品|
中国china体内裑精亚洲日本|
国产精品第一页夜|
亚洲成a人片在线观看国产|
最新zooskoovideos欧美异|
jlzzjlzzjlzz亚洲日本|
亚洲日韩sm首页一区|
国产99青青成人A在线|
欧美 国产 日产 韩国 校园|
精品高清国产乱子伦|
在线免费白嫩紧|
飘花电影院午夜伦|
国产在线观看免费A∨|
亚洲狠狠爱丁香|
深夜刺激免费网站|
欧美另类图片色婷婷|
99精品国产高清一区二区三区|
337p欧美大胆人体|
综合AV在线高清第一页|
XXX国产精品XXX|
西西午夜大胆视频在线观看|
高清波霸永久免费视频|
最新日韩国产亚洲欧美中国v|
色综合琪琪香蕉在线播放|
久久在免费线观手机版|
永久免费A片在线观看全网站a|
欧美老少配孩交视频|
亚洲se激情在线观看|
成 人 网 站 免费 在线|
国产2022免费视频|
亚洲高清一卡二卡三卡四卡|
伊人久久一道本|
992tv在线视频国产|
波多野结黑人高潮在线|
你懂的网址在线观看免费|
国产富婆一区二区三区|
国产一区二区杨幂在线观看|
色综合天天色综合hd|
heyzo加勒比在线播放|
久久久久a v|
欧美在线观看网址网站|
АⅤ天堂最新版在线中文|
9|亚洲自偷观看高清久久|
亚洲 欧美 国产 制服 动漫|
一日本道在线不卡视频免费|
草民午夜欧美限制A级福利片|
国产精品自产拍在线观看花钱看|
成年美女黄的视频网站|
男人和女人抽搐一进一出视频|
完整观看亚洲理论在线a中文字幕|
夜片视频在线观看视频|
欧美偷拍精品福利|
自拍 动漫 亚洲|
黄h视频在线观看视频|
狠狠久久综合99|
国产免费看JIZZ视频|
加勒比AV在线|
国产男生午夜福利免费网站|
āv在线网站|
97久久天天躁夜夜躁狠狠|
亚洲国产人成自精在线尤物|
天天噜一噜在线视频安卓版|
精品伊人久久久大香线蕉?,丰满大屁股熟女啪播|
亚洲性色永久网址|
伊人222综合网图片|
久久精品这里只有精99品|
久久国产精品系列|
菠萝菠萝蜜在线视频在线播放
|
国产gay高中生小鲜肉屁股|
国产在线国偷精品产拍|
国产在线 丝袜大学生|
久久综合97色|
一道本道不卡免费高清视频|
午夜男女刺激爽爽影院|
国产欧美性爱在线看|
尤物视频综合在线|
奇米影视888狠狠狠777|
伊人婷婷再线|
嗯啊 a在线视频|
成人α片免费视频播放在线|
国产美女主播丝袜高潮白浆|
精品亚洲成A人在线观看|
国产浓密在线观看|
免费观看女人高潮视频网站|
激情五月天四房播播|
а√天堂网在线亚洲www|
少妇导航色|
精品一区二区三卡四卡网站|
久久精品国产自清天天线|
久久青草38国产|
久久同性视频|
农村妇女偷汉对白视频|
国产偷伦视频在线|
日本中字在线视频二区|
2020亚洲免费网站你懂得|
一个人看的www高清视频免费在线|
日本又色又爽又黄的视频网站啊|
香蕉在线网站|
亚洲日韩另类a∨欧美在线|
亚洲区欧美日韩综合大全|
久久综合99|
欧美逼片福利看|
欧美hd特大另类|
久久亚洲欧美日本精品|
又色又爽又硬又刺激的视频|
午夜性动态啪影院|
国产中日韩欧美1区2区3区|
99碰碰在视频免费公开|
最新91在线老师啪国产|
国产免费丝袜调教视频免费的|
久在线免费视频|
麻豆不卡aV中文字幕专区|
国产精品思思五月婷高清在线
|
日韩欧美在线一区二区三区|
久久综合九色综合久桃花网|
国产精品第1页久久|
91蜜芽尤物福利在线观看|
午夜大福利片|
国产男人桶女人|
岛国AV动作片免费观看|
黄页网址大全免费观看|
3d欧美动漫精品xxxx|
美女高潮流白浆喷水|
2022在线视频国产视频|
国产免费Tv视频|
午夜在线精品福利在线观看|
在线亚洲欧洲国产777|
三上悠亚ssni绝顶を教え込ま|
国产尤物尤物在线看|
免费国产女人拍拍拍|
欧美成 人影院在线观看|
ass鲜嫩鲜嫩pics日本正在播放|
99热美女|
伊人一道本东京久久人爱|
αⅤ色天堂|
日韩a一级欧美一级|
日本强伦姧护士在线观看|
午夜福利网亚洲|
亚洲天堂国产精品|
噜一噜色站|
欧美亚洲美女在线观看|
日日橹狠狠爱欧美视频|
免费午夜观看一级A片|
日本波霸二区|
AI杨幂高潮勃起喷水|
国产午夜福利在线观看红一片|
亚洲大片在线免费|
日本性爱偷 拍视频|
久久er99国产精品免费|
精品日韩久久久久久|
国产2018大屁股福利|
亚洲百合片在线网站|
激情影院爽黄a爽免费大全|
三上悠亚精品二区在线观看|
亚洲精品国产电影|
国产欧美亚洲精品第一页久久肉
|
女女做免费视频观看|
国产一级婬片A|
好黄好硬好爽好刺激|
Jizz国产女人好多水|
亚洲激情偷拍网|
高清一区中文字幕|
黑森林导航AV在线|
综合久久997|
亚洲精品国产电影网|
色WWW视频永久免费下载|
2019最新亚洲中文字幕|
亚洲精品国产自在久|
国产精品欧美一二三区四区|
情侣国产在线|
欧美肥妇毛多水多bbxx|
欧美外国交换乱理伦片久久|
一本大道高清本中文字幕|
又黄又爽的成人免费视频|
日本亚洲色大成网站www久久|
两个人的视频日本中文十八禁|
免费又粗又长又黄又硬|
色爱综合另类图片|
CAOPROM国产在线视频|
国产аv天堂最新版在线 网|
亚洲综合图片区一区不卡|
JJzzJJzz免费网站|
国产精品V欧美精品∨日韩|
又黄又高潮水又多的视频|
沈阳50岁老熟女高潮正在播放|
天堂福利在线欧美亚洲十八禁|
亚洲国产综合997|
狂野欧美午夜福利视频|
国产性色AV网站网址|
韩国午夜理伦三级在线观看|
亲近乱子伦免费视频中文字幕
|
日韩欧美中文字幕在线三区|
欧美中字日韩一区|
色综合久久中文字幕综合网|
亚洲午夜精品不卡|
国产精品一区二区三区99|
天天综合网在线观看|
国产精品久久久亚洲|
一级淫片在线观看|
2019午夜三级网站理论|
忘忧草在线社区www日本亚洲入口
把jk制服美女弄到高潮视频
|
久久国产精品亚洲一区二区|
成年轻人网站免费视频|
欧美精品久久天天躁|
亚洲欧美自拍制服另类图区|
亚洲大学生视频在线播放|
粉嫩美女国产在线|
狠狠pa免费视频|
疯狂做受dvd播放免费|
视频区中文字幕日韩专区|
女教师国产精品视频|
2020天天做天天爱天天爽|
亚洲国产一区自偷|
久久久久国产精品视频|
亚洲老伊人|
伊人久久狠狠网|
日本中文一二区有码在线|
欧洲人免费视频网站在线|
亚洲视频伊人网|
韩无线码136AV天堂福利视频导航|
国产精品久久久久久久久|
www毛茸茸毛茸茸www|
精品一二熟区|
好诱人的搜子好爽免费视频|
综合网成年人美女|
影音先锋黑人资源|
你懂的在线免费视|
激情五月综合综合图片区|
白嫩大屁股Av正在播放|
400部情侣露脸高潮自拍|
亚洲成a人片在线v|
婷婷六月无毒综合激情|
国产精品麻豆一区二区三区|
伊人的天堂|
男人J进女人屁爆水网站免费
|
精品第一国产综合精品蜜芽|
变态另类调教在线视频区|
国产精品观看在线亚洲人成网|
久久综合缴情亚洲狠狠|
不卡天天做天天爽|
亚洲手机在线视频|
琪琪午夜伦埋影院77|
国产二十一区|
精品中文字幕有码?屁网站免费|
少妇的丰满3中文字幕|
无套刚进去时候太爽了视频|
亚洲se网|
中年熟女五十路免费观看久久|
久久99热这里只频精品6|
欧美午夜tV|
97se亚洲综合自在线|
一个人看的www高清日本|
亚洲乱码尤物193yw在线观看|
国产女人喷潮免费|
波多野结衣高潮视频免费|
欧美Aⅴ一区二区三区|
久久精品免费 国产27 精品|
扒开腿揉捏花蒂h动态图|
脱女学小内内摸出水网站免费|
国产女同女互慰流白浆视频|
欧美肉欲k8播片|
亚洲永久免费播放片国产图片区|
japanese教师中文字幕|
欧美日韩国产另类第一区
|
亚洲午夜福利在线网站|
欧美日韩激情视频一区二区三区|
色婷婷激婷婷深爱五月|
99爱在线精品视频免费看|
久久综合给久久狠狠97色|
国产国拍亚洲精品永久69|
成 人 网 站94免费观看|
女同69式互慰高潮在线观看|
欧美黑人一级在线观看|
办公室揉着她两个硕大的乳球|
综合色久七七综合七七尤物|
婷婷午夜综合|
欧美性群另类交|
成年视频免费看拍拍拍|
中文字幕国产亚洲最新|
在线观看污污的国产网站|
午夜羞羞影院网站在线观看|
久久九九又粗又大又圆又爽又硬
|
婷婷久久综合|
国产 女同 闺蜜|
青草青草久热精品视频首页|
久久久久久精品色费色费s
|
9999久久久久久久免费影视|
亚洲色欧美色2019在线|
五月丁香亚洲综合网|
黄福利视频网站网址|
免费看男女高潮又爽又猛|
入室迷奷系列视频|
善良丰满大胸年轻继坶hd|
又爽又黄又无遮挡的激情视频下载|
正在播放亚洲高质量美女|
国产真实交换配|
国语自产精彩视频在线视频|
嗯…啊…嗯在线网站|
鲁啊鲁线视频在线观看|
欧美性欧美巨大黑白大战|
波多野结衣免费视频一区二区三区|
中文字幕日本部长|
性XXXX欧美老妇老太肥肥|
午夜电影福利街|
污动态真人无遮拦视频|
酒店少妇太爽了在线观看|
AV卡通第一页|
香港三级永久网站|
亚洲成女人影观|
中文字幕文字幕久久伊人|
jizjizjizjiz日本护士出水|
免费观看美女被靠网站|
少妇的丰满3中文字幕|
性小视频在线观看|
国产拍自产免费高清|
一区二区三区免费视频资料大全|
日本少妇激情也疯狂视频|
盗摄私密推油视频一二区|
扒开老师的粉嫩泬10p|
日本在线观看久热久热精品|
我和公大货车上发生了性关系|
a级理论在线观看视频|
闷骚小少妇视频|
久久精品国产99久久久香蕉|
久久亚洲精品11p|
美FREESEX黑人又粗又大|
性xxxx视频播放免费|
1024手机基地看国产片3|
翘臀美女xx00后进式在线观看|
欧美性肉在线播放|
亚洲国产欧美在线成人AAAA|
亚洲综合欧美日韩美女|
国产一级爽快片在线观看|
国产免费1区2区3区|
白嫩小受男同GV|
欧洲人免费视频网站在线|
少妇SPA推油按摩拍拍拍专区|
国产乱视频伦在线剧情简介|
狠狠Ⅴ日韩V欧美V天堂|
成 人 h在线播放|
久久久噜噜噜久久免费|
h刺激视频在线观看|
国产精品第99页|
久久精品国产亚洲77777|
941国产高清资源在线观看|
在线观看日本一本卡道|
中文字幕综合第页|
日本一道本高清二区视频大全|
电车美人强奷系列在线播放bd
|
啊还要用力h在线视频|
yw193国产在线观看|
日本xxxx高清视频|
新mm1313午夜福利视频|
精品国产123网|
国产精品农村妇女性生活H片在线|
亚洲色第一次在线观看|
99久久精品国产自在首页|
刺激一区仑乱|
狠狠综合久久久久尤物|
日韩不卡不码视频观看|
国产精品中文在线陈冠希|
黑人欧美日韩专区在线视频|
波多野结衣激情视频|
翁熄粗大进出36章
|
亚洲久操黑人视频|
国产女人喷潮视频免费|
五月天激情综合网|
亚洲永久网站在线观看AV|
欧美性爱AⅤ|
国产ts高潮痉挛|
好男人社区在线www视频|
成年片天天看免费高清视频|
ass年轻少妇精品|
国产大学生闺蜜AV在线播放|
又黄又爽的视频真人版|
国产精品网站一起|
好湿好紧好痛A片视频免费网站|
对白刺激的老熟女露脸|
18女下面流水不遮图|
国产欧美久久久精品影院|
国产99久久亚洲综合精品|
2022在线免费观看成年视频网站|
最近最新中文字幕大全手机高清|
国产福利片免费在线|
九九久久香蕉|
精品久久久久久中文齐齐|
免费国产一级AV影片|
国产亚洲一本大道中文不卡|
免费国产午夜理论片不卡|
高清国产下药迷倒白嫩|
亚洲最恶心变态一区二区|
色8久久久噜噜噜久久|
啊好痛把我的批日出水了|
国产一区二区三区欧美亚洲|
白丝美女AV大全网站|
91啪国产视频|
mm1313国产精品久久|
欧洲色AV|
国产AV无遮挡喷水白浆网站|
老熟女激烈的40岁高潮|
鸭子tv国产在线永久播放|
10000部拍拍拍免费视频|
亚洲香蕉无线免|
含羞草久久综合给合综合久久|
xxxxx大片免费看|
久草视频在线播放|
国产小屁孩cao大人欧洲|
午夜激成人免费视频在线观看|
好紧好爽太大了h视频|
亚洲第一大成网站|
成年网站免费视频拍拍拍|
亚色在线播放|
9191精品国产免费久久|
在线观看亚洲糸列|
老师开裆丝袜喷水免费视频|
亚洲成女人影观|
久久青草午夜福利|
亚洲日本中文字幕一区二区三区|
亚洲激情网熟女|
16女下面流水不遮图|
极品白人性网站|
正在播放首页国产精品|
胸喷奶水视频www网站
|
大学生午夜视频|
殴美VA中文字幕|
一本色道久久久888|
激情视频亚洲|
免费香蕉成视频人网站|
国产a精品高清生活片|
古代一级A片在线观看|
艾草在线精品视频播放|
国产私拍精品|
99爱视频99爱在线观看免费|
我和妽妽的两天一夜视频|
美女扒开尿口让男人桶免费视频|
在线观看视频亚洲精品色在线网站|
免费永久看黄在线观看|
夜夜夜性性性爽爽|
久久精品免费一区二区三区|
欧洲AⅤ视频网站|
波少野结衣一区二区高清|
2021久精品视在线视频|
男人午夜影院|
久操五月天|
国产2022免费视频|
欧美久久天天高清精品|
色多多视频在线观看免费|
在线观看黄aⅴ免费观看|
一级国产色窝窝蝌蚪在线播放|
久久女婷|
农村老头o|dman幸福老人|
亚洲一区二区三区在线日本|
超级碰碰碰碰免费视频不卡|
国产卡一卡二卡三卡10|
在线视频亚洲系列中文字幕|
色人在线视频|
国产剧情AV放荡演绎|
午夜一级欧美片|
后入日韩在线诱惑|
欧美成年性H版影视中文字幕|
亚洲综合区夜夜久久久|
久久精品美女观看|
国产美女被啪在线播放|
18岁禁喷白浆|
污黄尿尿视频在线观看网站|
久久综合给合久久97色vr|
亚洲精品四区麻豆文化传媒|
善良丰满大胸年轻继坶hd|
国产剧情丰满闺蜜|
再猛点深使劲爽免费视频|
国产V综合V亚洲欧美大|
精品一区二区三卡四卡网站|
超大乳抖乳露双乳免费视频
|
亚洲中文字幕日产乱码高清|
亚洲另类色区欧美日韩在线观看|
亚洲男人网站|
国产福利美女在线|
国产色色精品|
午夜影院国产|
免费A∨中文|
又大又粗又黄的免费视频,|
又色又刺激的视频网站|
888欧美日韩国产|
尤物视频免费网|
国产真人做受免费视频|
国产免费一级高清婬国产片|
久久播男人天堂|
天天爱天天添天天上老师机|
国产真实强奷系列在线观看|
青草草97超级碰碰碰|
女人国产香蕉久久精品|
日日夜夜添视频|
国产在线流白浆视频|
免费人成视频网站在线18|
国产在线大陆aV|
AV网战国产|
97中文字幕|
不要好爽好深高H视频在线|
日本天堂影院免费观看|
国产一级αⅤ|
国产精品jizz视频国产y网|
国产网址在线|
亚洲欧美国产精品久久|
少妇影院111111|
国产女同在宿舍磨豆腐视频|
我和亲妺作爱视频国产|
一个人看的WWW免费高清视频在|
国产小视频在线|
啊用力太猛了啊好深视频免费|
老妇精品导航|
www亚洲天堂在线观看|
成年女人免费视频播放体验区|
一区二区三区啪偷拍视频|
国产小视频丝袜在线|
免费AA片在线播放高潮|
麻豆十八禁在线观看|
波霸电影网一区二区三区四区|
三上悠亚无蔗挡网站|
高清综合欧美亚洲日韩|
688欧美人禽杂交狂配|
日韩福利片午夜免费观着|
欧美性爱 第二页|
欧美偷窥清纯综合图区|
日日摸视频|
亚洲国产综合专区在线观看播放|
无遮挡粉嫩小屁泬|
丁香五月天之婷婷影院|
少妇日b视频图片|
99热精品久久只有精品|
亚洲AⅤ在线播放|
极品国产主播粉嫩在线观看|
丁香五月天享婷婷激情|
高跟翘臀老师后进式视频在线观看|
日本中文字幕aⅴ高清看片|
色婷婷亚洲一区二区综合|
国产同性男男GV片观看网站|
日本XXXX视频免费看|
在线观看中文字幕DVD播放|
japanese国产在线观看|
国产丝袜美腿在线观看|
美女张开腿让男生桶出水|
国产福利在线观看片|
亚洲欧洲性AV|
女人被做到高潮免费视频|
无遮挡男女激烈动态图|
户外露出刺激一区|
亚洲精品天天影视综合网|
WWW九月婷婷|
亚洲人成77777在线播放网站|
国产在线精品一区二区高清不卡|
男人j进入女人j內部免费网站|
日本不卡免费一区更新二区中文|
被夫好友侵犯中文字幕影音|
亚洲国产女人AV|
妺妺窝人体色www日产网站|
揉捏花蒂喷水在线视频|
久久久综合九色合综|
亚洲综合区夜夜久久久|
日日摸日日碰夜夜爽资源|
亚洲se激情在线观看|
麻批好紧日起要舒服死了|
chineseXXXX乱子另类|
欧美精油按摩一区二区|
久久99免费视频录像|
三级同性短视频在线观看|
亚洲一波多野结衣在线|
依依成人亚洲视频|
你懂的 欧美|
嗯啊日本欧美视频|
国产AⅤ视频免费观看|
在线免费日韩视频|
中文字幕有码自拍欧美|
国产00初高中生在线无套进入|
小sao货水好多真紧h视频免费|
老少配BBWHD|
美FREESEX黑人又粗又大|
2018AV天堂在线|
a级日本乱理伦片在线观看|
国产国语对白露脸正在播放91|
一一本之道高清视频在线观看中文字幕|
五月天伊人久久综合网|
又色又爽又黄的视频网站|
夜夜天天噜狠狠爱2019|
亚洲理论视频|
四个高中生粉嫩白浆在线播放|
中文字幕巨乱亚洲|
亚洲VA国产精品|
久九九精品免费视频|
好紧夹得好爽太舒服了视频
|
国产高潮尖叫在线播放|
野外少妇被弄到喷水在线观看|
亚洲无AV码一区二区三区|
刺激一区仑乱对白|
2021国产中文字幕。|
日本在线a一区视频高清视频|
狠狠久久久综合|
日本免费在线观看|
在线a人片免费观看|
mm131亚洲美女爱视频|
免费久久人人网站|
19sex性高清播放|
国产精品日韩欧美一区二区三区|
亚洲欧美日韩综合一区二区
|
印度幻女bbwxxxx在线播放|
拍拍拍网站最新|
日本又黄又湿又色不卡网|
国产精品自产拍在线观看中文|
亚洲а天堂最新版在线网|
用力点草我在线视频|
两性色午夜视频一级特黄|
私人情侣网站欧美大片|
亚洲五十路熟女|
国产一国产一区在线视频|
国产高清在线精品一区不卡|
亚洲AV电影一区二区三区四区|
在线可以免费观看的Av|
开心五月激情综合婷婷|
萌白酱在线国产|
在线伊人男男|
一个人在线观看欧美www高清|
一本色综合久久|
青榴社区国产精品视频|
人人摸人人色人人操|
亚洲 另类 小说 卡通动漫
|
在线天堂色|
国产尤物在线视频|
欧美黑人一级|
2022国产视频中文字幕|
自卫喷水在线|
美女卖批40分钟免费久久|
97国产大学生情侣在线视频|
亚洲男人和女人污污的网站|
亚洲欧美va在线播放|
操美女高潮抽搐白浆|
国产精品老头老太作爱|
91精华一区二区视频|
国偷自产一区二区视频|
久久亚洲国产在国内|
在线观看美女网站大全免费|
曰批女人爽的视频|
jk强制高潮视频|
777奇米四色成人影视色区|
久本草在线中文字幕|
777奇米免费视频|
外国三级真做在线观看|
青草青草亚洲一区二区|
久久伊人影院|
成人国产精品日本在线|
久久久综综合色一本伊人|
亚洲少妇日韩|
免费特级婬片欧美高清视频|
五月天丁香在线网站|
久久夜色中文字幕|
69老司机午夜免费影院|
国产色 图 自拍|
女下面流水流水的网站|
国产离异熟女|
女人潮抽搐动态图gif后λ式|
进去粗粗硬硬紧紧的好爽在线视频|
成年满18在线观看|
国产大全欧美美女色逼视频|
国内在线网友露脸自拍|
2020年国内产精品视频|
亚洲欧美日韩AⅤ在线观看|
日韩免费特黄一级视频
|
日日做夜夜做欧美|
沈阳少妇高潮在线|
女人双腿张开无遮无掩图|
熟女五十路AV|
成本人动漫视频在线看18|
国产临盆孕妇孕交中出视频|
久久久精品2019免费观看|
黑人又粗又大在线视频|
6一14幻女bbwxxxx在线播放|
亚洲图片影音先锋|
美女穿丝袜旗袍流白浆视频|
女人的身体AV在线|
日本动漫十八禁黄无遮挡吸乳|
亚洲精品欧美精品日韩精品|
一本久久a久久精品免费不卡|
综合色888影视网|
啊好大好硬好涨h视频|
亚洲综合一区二区三区草莓|
啊啊嗯啊啊在线观看厂|
亚洲欧美国产免费综合视频|
男人的天堂伊人精品|
在线国产一个色|
久久综合精品国产丝袜长腿
|
aⅴ免费一区二区三区|
久久综合中文字幕视频|
西西人体www|
深夜XX00美女高潮动视频|
好紧好湿好爽免费视频在线观看|
JK白丝美女被捆绑调教视频|
自拍欧美日韩亚洲动漫|
喷白浆在线观看|
操BAV52|
6080YYY午夜理论片中文|
国产精品 日韩 欧美 制服|
夜夜揉揉日日人人青青|
992tv午夜福利免费视频在线|
日韩激情视频在线免费|
中字幕一区二区三区乱码|
亚洲图欧美片色区|
久久国产乱子伦精品免费不卡|
亚洲Av乱码在线不卡|
精品一线天学生在线观看|
欧美嗯~啊~|
国产精品深田咏美一区二区|
一夜强开两女花苞视频|
tom快人成播电影网久久影院|
最新国产精品拍自在线播放|
H片免费播放|
亚洲观看AV网址|
国产精品美女久久久久久久|
国产亚洲香蕉线播放ΑV38|
AV蜜在线观看|
亚洲色大成网站www天堂网|
国产精品爽黄69天堂a|
国产乱了伦视频大全亚琴影院|
国产第|页日本草草影院一|
深夜XX00美女高潮动态图有声|
亚洲国产美女精品|
手机在线观看免费AV片|
AV网站免费看|
chinese国语videos国产|
另类专区在线亚洲视频|
经典三级欧美在线播|
亚洲精品自在在线观看|
国产伦久视频免费观看视频|
国产免费人成在线视频网站|
动漫美女被操出白浆|
一级欧美日韩理论片|
成年女人天堂香蕉网|
а√ 天堂福利在线|
日本高清中文字幕在线观线视频|
国产裸舞在线一区二区|
亚洲富利在线观看|
一区二区三区熟女|
亚洲一区二区三区大桥未久在线播放|
就去吻在线看亚洲中文|
亚洲一区美女|
777狠狠偷|
亚洲肉肉五月天|
青娱乐一区国产|
一本婷婷亚洲合|
国内最大精品调教视频|
99视频热这里只有精品免费|
男人把女人靠到爽视频|
网址你懂的|
尤物视频中文字幕在线|
午夜私人影院操一操|
伊人大香煮蕉在线观看|
日韩高清亚洲日韩精品一区|
亚洲一区二区大桥未久在线播放
|
国产精品香蕉在线观看网|
亚洲无马不卡|
亚洲不卡AV电影在线观看|
国产高潮白浆|
永久在线视卡须免费观看|
午夜在线免费观看A福利|
a级国产乱理伦片在线观看al|
国产精品jizz视频国产y网|
国内精品久久久久久久影视
|
亚洲中文字幕人免费视频网站|
欧美成年视频在线观看|
日本人24小时免费a视频|
欧美性爱精品店|
久久99高清日本一区二区|
老黄动漫视频不卡在线免费看|
久久国产自偷自偷免费一区调
|
正播丰满少妇激情高潮|
国产AV综合AV五区|
国产精品第17页|
成 人 黄 色特别 网 站 视频 s色|
精品20p在线观看|
激情综合图区|
99精品视频在线观看免费|
红杏AV一区二区|
欧美一级纶理片中文字|
国色天香中文字幕在线视频|
影音先锋AⅤ男人资源先锋影院|
。鋼液在煉鋼爐中冶煉完成后,須鑄成規(guī)定形狀的錠或坯才能進(jìn)行加工。用鑄模鑄成鋼錠的工藝過(guò)程簡(jiǎn)稱(chēng)為鑄錠。
鋼錠模來(lái)源:鋼水經(jīng)盛鋼包注入鑄模凝固形成
鋼錠模用途:軋鋼生產(chǎn)的主要原料
鋼錠模分類(lèi):沸騰鋼、沸騰鋼和半鎮(zhèn)靜鋼等

鋼錠澆鑄分上鑄法(如概述圖)和下鑄法兩種。上鑄鋼錠一般內(nèi)部結(jié)構(gòu)較好,夾雜物較少,操作費(fèi)用較低;下鑄鋼錠表面質(zhì)量良好,但由于通過(guò)中注管和湯道使鋼中夾雜物增多。鋼錠大小取決于很多因素,如煉鋼爐容量,初軋機(jī)開(kāi)坯能力,鋼材尺寸和鋼種特性等。用于生產(chǎn)棒材和型材的鋼錠一般為正方斷面(稱(chēng)為方錠);生產(chǎn)板材的鋼錠一般為長(zhǎng)方形斷面(稱(chēng)為扁錠);生產(chǎn)鍛壓材的鋼錠有方形、圓形和多角形。鋼液進(jìn)入盛
鋼桶后需靜置一段時(shí)間,使出鋼時(shí)混入鋼中的爐渣或其他雜質(zhì)上浮去除,同時(shí)還起調(diào)整鑄溫的作用。
鋼錠模來(lái)源:鋼水經(jīng)盛鋼包注入鑄模凝固形成
鋼錠模用途:軋鋼生產(chǎn)的主要原料
鋼錠模分類(lèi):沸騰鋼、沸騰鋼和半鎮(zhèn)靜鋼等
鋼錠澆鑄分上鑄法(如概述圖)和下鑄法兩種。上鑄鋼錠一般內(nèi)部結(jié)構(gòu)較好,夾雜物較少,操作費(fèi)用較低;下鑄鋼錠表面質(zhì)量良好,但由于通過(guò)中注管和湯道使鋼中夾雜物增多。鋼錠大小取決于很多因素,如煉鋼爐容量,初軋機(jī)開(kāi)坯能力,鋼材尺寸和鋼種特性等。用于生產(chǎn)棒材和型材的鋼錠一般為正方斷面(稱(chēng)為方錠);生產(chǎn)板材的鋼錠一般為長(zhǎng)方形斷面(稱(chēng)為扁錠);生產(chǎn)鍛壓材的鋼錠有方形、圓形和多角形。鋼液進(jìn)入盛
鋼桶后需靜置一段時(shí)間,使出鋼時(shí)混入鋼中的爐渣或其他雜質(zhì)上浮去除,同時(shí)還起調(diào)整鑄溫的作用。
鑄溫:澆鑄溫度應(yīng)嚴(yán)格控制。鑄溫過(guò)低,鋼液入模后表面立即凝固,會(huì)造成鋼錠表面缺陷,甚至鋼液在盛鋼桶內(nèi)開(kāi)始凝固,造成金屬損失或整爐鋼報(bào)廢;鑄溫過(guò)高時(shí),將延緩鋼錠表層的形成時(shí)間,導(dǎo)致鋼錠出現(xiàn)熱裂紋。對(duì)鎮(zhèn)靜鋼,鑄溫一般控制在高于此鋼的液相線(xiàn)溫度40~60℃。為確保整桶鋼水溫度均勻,可向盛鋼桶中吹氬氣攪拌鋼液。
注速:下鑄法一般要求有適當(dāng)注速以確保模中鋼液平穩(wěn)上升,并調(diào)節(jié)鑄溫
注速:下鑄法一般要求有適當(dāng)注速以確保模中鋼液平穩(wěn)上升,并調(diào)節(jié)鑄溫
。鑄溫過(guò)高時(shí)用慢注

,過(guò)低時(shí)用快注。上鑄法要控制注速以減少飛濺

。
澆鑄時(shí)大氣中的氧將進(jìn)入鋼錠
澆鑄時(shí)大氣中的氧將進(jìn)入鋼錠
,使鋼液二次氧化而降低鋼的質(zhì)量。澆鑄高質(zhì)量鋼時(shí)
,需用惰性氣體氬保護(hù)與空氣接觸的鋼流
,用合成固體渣粉保護(hù)模中上升的鋼液面。
鎮(zhèn)靜鋼錠錠身凝固時(shí)所造成的體積收縮需用帽頭內(nèi)鋼液來(lái)補(bǔ)充,因此可適當(dāng)延長(zhǎng)帽頭澆鑄時(shí)間。一般帽頭注速比錠身注速慢一倍左右。
鋼錠模的用途普遍,按照其經(jīng)鍛壓、軋制成材的產(chǎn)品類(lèi)型,可分為以下幾類(lèi)。電力用鋼電力用鋼包括核電、火電、風(fēng)電、水電等用鋼;機(jī)械制造用鋼;高層建筑用鋼。除此之外,因澆鑄前鋼液中含氧量的不同,鋼錠分為鎮(zhèn)靜鋼、沸騰鋼和半鎮(zhèn)靜鋼三種基本類(lèi)型。
鎮(zhèn)靜鋼錠錠身凝固時(shí)所造成的體積收縮需用帽頭內(nèi)鋼液來(lái)補(bǔ)充,因此可適當(dāng)延長(zhǎng)帽頭澆鑄時(shí)間。一般帽頭注速比錠身注速慢一倍左右。
鋼錠模的用途普遍,按照其經(jīng)鍛壓、軋制成材的產(chǎn)品類(lèi)型,可分為以下幾類(lèi)。電力用鋼電力用鋼包括核電、火電、風(fēng)電、水電等用鋼;機(jī)械制造用鋼;高層建筑用鋼。除此之外,因澆鑄前鋼液中含氧量的不同,鋼錠分為鎮(zhèn)靜鋼、沸騰鋼和半鎮(zhèn)靜鋼三種基本類(lèi)型。
24小時(shí)熱線(xiàn)服務(wù)
15716853718
產(chǎn)品目錄
聯(lián)系方式
泊頭市勇銳量具有限公司
聯(lián)系人:孟經(jīng)理
郵編:062150
地址:滄州市泊頭市交河鎮(zhèn)新華街
手機(jī):15716853718
網(wǎng)址:m.xian7.cc
聯(lián)系人:孟經(jīng)理
郵編:062150
地址:滄州市泊頭市交河鎮(zhèn)新華街
手機(jī):15716853718
網(wǎng)址:m.xian7.cc
公司名稱(chēng):泊頭市勇銳量具有限公司 公司地址:河北省滄州市泊頭市交河鎮(zhèn)新華街 電話(huà):15716853718 手機(jī):15716853718 網(wǎng)址:http://m.xian7.cc
谷歌地圖
泊頭市勇銳量具有限公司 2011(C)版權(quán)所有 并對(duì)網(wǎng)站所有內(nèi)容保留解釋權(quán) 冀ICP備2021005466號(hào)-1 
冀公網(wǎng)安備 13098102000537號(hào)
PowerBy:速貝·網(wǎng)搜寶 網(wǎng)站建設(shè):中科四方 技術(shù)支持:速貝微博